







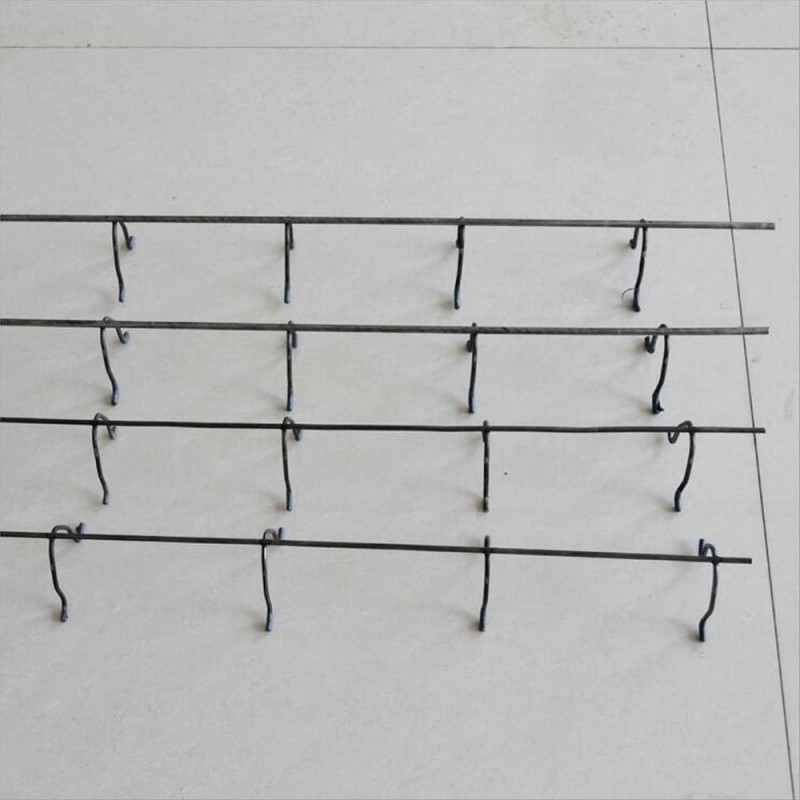
过具体问题还得具体对待,如果是双层双向的板筋为ф8,钢筋刚度较低,需要缩小马凳之间的距离,如间距为@800*800,如果是双层双向的板筋为ф6马凳间距则为@500*500。有的板钢筋规格较大,如

板马凳的高。制造铁马凳的工艺分好多种,有连续闪光焊,预热闪光焊,以及闪光-预热闪光焊,接下来,说一下这三种工艺。
仍保持轻微接触,形成连续闪光。当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速进行顶锻。先带电顶锻,再无电顶锻到一定长度,焊接接头即告完成。

隙中即发出断续的闪光,而形成预热过程。当钢筋达到预热温度后进入闪光阶段,随后顶锻而成。
而最后一种是闪光-预热闪光焊是在预热闪光焊前加一次闪光过程,目的是使不平整的钢筋端面烧化平整,使预热均匀。